cnc machine 1707 stroke limit end over error On my OSP7000 NO. 14 bits 0-5 are the limits and are labeled as LMT with the corresponding axis as the last letter, so 'LMTX' would be the X-axis limit switch. If the bit is . As a professional stamping part factory, we stock more than 30 engineering-grade plastic and metal materials that are suitable for various OEM sheet metal stamping parts applications and .
0 · okuma 1704 stroke end over
1 · okuma 1704 stroke end limit
Pshardware.com provides a wide range of CNC Turning Parts at affordable prices. We use diverse types of materials, such as aluminum, stainlesssteel, titanium for machining parts.
About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday Ticket Press Copyright . It appears that you Zero Set and Stroke end limits may mot be valid. You will also need to be in Manual mode for this procedure to work. first of all, you need to take the axis .
On my OSP7000 NO. 14 bits 0-5 are the limits and are labeled as LMT with the corresponding axis as the last letter, so 'LMTX' would be the X-axis limit switch. If the bit is .
box 2a capital gain distribution
My machine is a MCR-A5CII with the OSP-P300M. I am getting the error "Alarm-A Stroke End Over" The machine will not let me hand jog any axis, I believe there is some sort of . One sure way of setting the "System" limit position is to very slowly move the machine towards the stroke end looking for the machine to alarm out. "Calculate" this position .Okuma OSP-P300S/P300L Alarm-A list. For cnc machinists who work on cnc machines with Okuma cnc controls. Classification Of Okuma Alarms Alarms related with One of axes moved over stroke end because of bad setting of stroke end limit parameters and stroke end limit switch is activated. That's the easiest case: you find the .
The Stroke End Cancel alarm is usually generated AFTER a Stroke end over has occurred, and the overtravel release switch has been flipped ON. Once ON, you would usually .
okuma 1704 stroke end over
If I now want to touch a workpiece in the vice with tool 1, the alarm code "6207 Stroke Over Limit Z+" comes up when the program starts. The program only starts if you set .1)Push the reset button in the manual mode while turning on the emergency limit release switch on the control box, then move the turret away from the emergency limit position by rotating the pulse handle.

About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday Ticket Press Copyright . It appears that you Zero Set and Stroke end limits may mot be valid. You will also need to be in Manual mode for this procedure to work. first of all, you need to take the axis from the limit switch. stroke limt switches could be connected in series, so you don't know which axis is on the limit from the alarm itself.
On my OSP7000 NO. 14 bits 0-5 are the limits and are labeled as LMT with the corresponding axis as the last letter, so 'LMTX' would be the X-axis limit switch. If the bit is highlighted that would mean that the limit switch is on and .
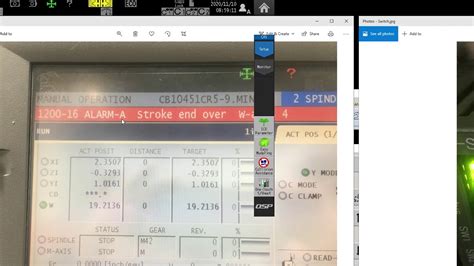
My machine is a MCR-A5CII with the OSP-P300M. I am getting the error "Alarm-A Stroke End Over" The machine will not let me hand jog any axis, I believe there is some sort of limit switch I need to reset but I have no idea where that would be. 1. Change to Manual mode, press the O/T release button on teh back of the Machine, then use the handwheel to jog the Turret off the switch. 2. Change "User parameter" "Stroke End Limit" whichever axis until you can jog it safely off. note; record the value that is there now so you can set it back to what it was.
One sure way of setting the "System" limit position is to very slowly move the machine towards the stroke end looking for the machine to alarm out. "Calculate" this position and record it. Now add some arbitrary amount to the "User" limit at this point to prevent the machine from hitting the switch.
Okuma OSP-P300S/P300L Alarm-A list. For cnc machinists who work on cnc machines with Okuma cnc controls. Classification Of Okuma Alarms Alarms related with I am getting the error "Alarm-A Stroke End Over" The machine will not let me hand jog any axis, I believe there is some sort of limit switch I need to reset but I have no idea where that would be. Similar Threads: Look if axis moved to parameter stroke limit doesn't touch the hardware limit switch. Hi Guys . Im stuck on the X axis and looking for help on getting the axis back to normal. I did make sure the stroke is back at the factory setting to.
1)Push the reset button in the manual mode while turning on the emergency limit release switch on the control box, then move the turret away from the emergency limit position by rotating the pulse handle.About Press Copyright Contact us Creators Advertise Developers Terms Privacy Policy & Safety How YouTube works Test new features NFL Sunday Ticket Press Copyright .
bowers sheet metal beltsville md
It appears that you Zero Set and Stroke end limits may mot be valid. You will also need to be in Manual mode for this procedure to work. first of all, you need to take the axis from the limit switch. stroke limt switches could be connected in series, so you don't know which axis is on the limit from the alarm itself. On my OSP7000 NO. 14 bits 0-5 are the limits and are labeled as LMT with the corresponding axis as the last letter, so 'LMTX' would be the X-axis limit switch. If the bit is highlighted that would mean that the limit switch is on and . My machine is a MCR-A5CII with the OSP-P300M. I am getting the error "Alarm-A Stroke End Over" The machine will not let me hand jog any axis, I believe there is some sort of limit switch I need to reset but I have no idea where that would be. 1. Change to Manual mode, press the O/T release button on teh back of the Machine, then use the handwheel to jog the Turret off the switch. 2. Change "User parameter" "Stroke End Limit" whichever axis until you can jog it safely off. note; record the value that is there now so you can set it back to what it was.
One sure way of setting the "System" limit position is to very slowly move the machine towards the stroke end looking for the machine to alarm out. "Calculate" this position and record it. Now add some arbitrary amount to the "User" limit at this point to prevent the machine from hitting the switch.Okuma OSP-P300S/P300L Alarm-A list. For cnc machinists who work on cnc machines with Okuma cnc controls. Classification Of Okuma Alarms Alarms related with
okuma 1704 stroke end limit
I am getting the error "Alarm-A Stroke End Over" The machine will not let me hand jog any axis, I believe there is some sort of limit switch I need to reset but I have no idea where that would be. Similar Threads:
bosch junction box kit
Learn more about how CNC turning works and how to design better parts for this machining process. Instant quotes for 1-1000 units. 100s of turning machines, Swiss lathes & multi-axis mill turns. 50+ metals/plastics. 15+ finishes. Tolerances down to ±.0008".
cnc machine 1707 stroke limit end over error|okuma 1704 stroke end limit