arc second accuracy cnc machine The evaluation of contouring error is important for multi-axis CNC machines because the tolerance specifications of manufactured parts are directly affected by contouring .
$749.97
0 · ijk arc accuracy
1 · how accurate is 5 axis machining
2 · fanuc arc accuracy
Searching on Shimano's tech site, I think I need the following junction box (SM-EW79A-E): http://si.shimano.com/pdfs/ev/EV-SM-EW79A-E-2969.pdf And I need either junction cable Y-7E0 98020 shown here (item #2)Integrates seamlessly into the frame. Enhance your cycling experience with Madone 9 Aero Frame Parts. Find the best gear at trekbikes.com and your local Trek retailer. Shop now!
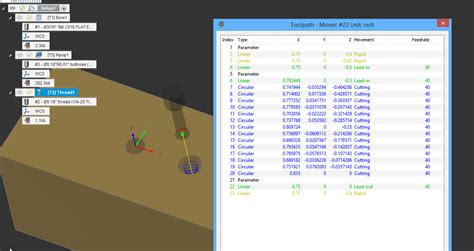
I prefer using IJK as you will get a true arc. XYZ endpoint must be within .0002 (parameter setting) using I, J, & K or you get an alarm. Just about any endpoint works with an R. The formula calculates the positional accuracy (PA) in millimeters based on the alignment error (E) in arc seconds, the laser wavelength (L) in nanometers, and the distance . The accurate standards are used as quick identification the machine tool’s accuracy and its errors. The ball bar specifications can be as follows: accuracy of ± 1.25 mm, .Linear encoders are available with accuracy and resolution measured in tens of nanometres, and angle encoders can provide measurement performance below an arc second. An arc second is a small angle that:
In the real-time interpolation stage, the curve interpolation parameters are calculated using the parametric modified second-order Runge–Kutta method, which could .
The evaluation of contouring error is important for multi-axis CNC machines because the tolerance specifications of manufactured parts are directly affected by contouring .A methodology for analyzing the inuence of gear backlash in the axis drive systems of a Cartesian CNC machine on posi-tional accuracy is developed. The approach is based on solving the .
I define a CNC machine tool’s accuracy as how precisely its axes can follow intended paths to commanded endpoints while under load. I define its repeatability as how .XR20-W calibrator provides time-eficient and uncomplicated wireless testing of CNC machines of various types. (e.g. 5-axis centres or measuring machines). Moreover, XR20-W calibrator .
ijk arc accuracy
Typically, rotary encoder tolerances are specified in arc seconds: i.e.: +/- 2.5 arc seconds, +/- 5 arc seconds, etc. An arc second is basically 1/60 th of an arc minute, or .0003°. It is important to remember that these tolerance specifications are measured . I prefer using IJK as you will get a true arc. XYZ endpoint must be within .0002 (parameter setting) using I, J, & K or you get an alarm. Just about any endpoint works with an R. The formula calculates the positional accuracy (PA) in millimeters based on the alignment error (E) in arc seconds, the laser wavelength (L) in nanometers, and the distance (D) between the laser and the CNC machine’s X-axis in millimeters.
180 deg arc, accurate start/end/radius and it also became a football looking thing. Without doing anything else, changed the R to I and J and the path was perfect. I think Haas has an issue with exact 180deg arcs on larger radiuses.
The accurate standards are used as quick identification the machine tool’s accuracy and its errors. The ball bar specifications can be as follows: accuracy of ± 1.25 mm, resolution of 0.1 mm, and maximum sampling rate of 1000 per second.
Linear encoders are available with accuracy and resolution measured in tens of nanometres, and angle encoders can provide measurement performance below an arc second. An arc second is a small angle that: On the Haas website you can find a thread that tells you that the machine is really only good for about .002" positional accuracy and that is almost exactly what im seeing. I am constantly tweaking geometry in my CAM program to get things within print. In the real-time interpolation stage, the curve interpolation parameters are calculated using the parametric modified second-order Runge–Kutta method, which could improve the interpolation. The evaluation of contouring error is important for multi-axis CNC machines because the tolerance specifications of manufactured parts are directly affected by contouring error. One of the fundamental quality inspections to verify that a manufactured part meets the expected tolerance is via form error evaluations.
A methodology for analyzing the inuence of gear backlash in the axis drive systems of a Cartesian CNC machine on posi-tional accuracy is developed. The approach is based on solving the machine dynamical equations in the context of an angularTypically, rotary encoder tolerances are specified in arc seconds: i.e.: +/- 2.5 arc seconds, +/- 5 arc seconds, etc. An arc second is basically 1/60 th of an arc minute, or .0003°. It is important to remember that these tolerance specifications are measured . I prefer using IJK as you will get a true arc. XYZ endpoint must be within .0002 (parameter setting) using I, J, & K or you get an alarm. Just about any endpoint works with an R. The formula calculates the positional accuracy (PA) in millimeters based on the alignment error (E) in arc seconds, the laser wavelength (L) in nanometers, and the distance (D) between the laser and the CNC machine’s X-axis in millimeters.
180 deg arc, accurate start/end/radius and it also became a football looking thing. Without doing anything else, changed the R to I and J and the path was perfect. I think Haas has an issue with exact 180deg arcs on larger radiuses. The accurate standards are used as quick identification the machine tool’s accuracy and its errors. The ball bar specifications can be as follows: accuracy of ± 1.25 mm, resolution of 0.1 mm, and maximum sampling rate of 1000 per second.Linear encoders are available with accuracy and resolution measured in tens of nanometres, and angle encoders can provide measurement performance below an arc second. An arc second is a small angle that: On the Haas website you can find a thread that tells you that the machine is really only good for about .002" positional accuracy and that is almost exactly what im seeing. I am constantly tweaking geometry in my CAM program to get things within print.
In the real-time interpolation stage, the curve interpolation parameters are calculated using the parametric modified second-order Runge–Kutta method, which could improve the interpolation.
The evaluation of contouring error is important for multi-axis CNC machines because the tolerance specifications of manufactured parts are directly affected by contouring error. One of the fundamental quality inspections to verify that a manufactured part meets the expected tolerance is via form error evaluations.
viper metropolitan steel tip dart cabinet

vintage steel tool box slider with clips
Withstand the harsh elements of the outdoors with Weatherproof Boxes from Graybar. Protect your outlets from moisture and rain to ensure safe operation. We have a wide variety of .
arc second accuracy cnc machine|how accurate is 5 axis machining